اکستروژن پلاستیک

مقدمه
اکستروژن پلاستیک روشی رایج برای پخت و احیای مواد پلاستیکی است. در این فرآیند ابتدا مواد خام پلاستیکی توسط مارپیچ به جلو رانده می شود. المنت های حرارتی اطراف محفظه مارپیچی مواد را گرم و ذوب کرده و مواد را به شکل مذاب حرکت می دهد. این فرآیند یک فرآیند پیوسته است و در نتیجه می تواند قطعاتی در طول دستگاه تولید کند که برای تولید محصولاتی مانند لوله، پروفیل، واشر و … ایده آل است. با این حال، در بیشتر موارد، مواد گرانول شده به اندازه های کوتاه تر بریده می شود. اکستروژن یکی از روش های شکل دهی است که برای کاهش ضخامت یا سطح برش مواد استفاده می شود که روشی بسیار انعطاف پذیر است و با استفاده از ابزار مناسب می توان طیف وسیعی از محصولات را تهیه کرد. به عنوان مثال میتوان تولید دانه (گرانول) و تولید لوله و پروفیل را نام برد.
ساختار اکسترودر
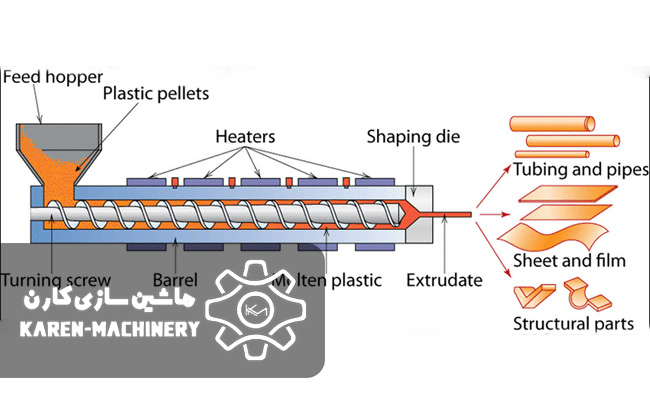
در شکل زیر مقطعی از دستگاه اکستروژن پلاستیک (اکسترودر) را مشاهده می کنید که قسمت های مختلف یک اکسترودر و آرایش آن ها را نشان می دهد. سیلندر و ماردون، دو قسمتی هستند که مواد پلیمری را حمل می کنند. مواد ذوب شده و سپس به داخل قالب فرستاده می شوند. موتور الکتریکی، گیربکس را می چرخانند و سرعت آن را تنظیم می کنند. کنترل کننده های دما به عناصر گرمایش یا خنک کننده روی سیلندر متصل می شوند تا دما را در نقاطی که اپراتور تعیین می کند ثابت نگه دارد. طراحی سیلندر و ماردون بستگی به موادی دارد که قرار است اکسترودر برای آن استفاده شود. سرعت چرخش مارپیچ معمولاً تا 120 دور در دقیقه افزایش می یابد و نیروی حاصله ذرات پلاستیک را به سمت جلوی سیلندر هدایت می کند. مارپیچ از یک استوانه فولادی تشکیل شده است. مارپیچ با چرخش خود در داخل سیلندر برای انتقال مواد از قیف ورودی به قالب عمل می کند.
نواحی مارپیچ سه گانه
یک ماردون در فرآیند اکستروژن پلاستیک معمولا به سه ناحیه تقسیم می شود. ناحیه ی تغذیه، ناحیه ی ذوب (فشرده سازی) و ناحیه ی اندازه گیری یا پمپ (مترینگ).
ناحیه ی تغذیه در اکسترودر
منطقه تغذیه که مواد را از قیف حمل می کند، از انتهای قیف شروع می شود و معمولاً عمق ثابتی دارد. طول این ناحیه به خواص مواد، هندسه مارپیچ و شرایط پردازش بستگی دارد. معمولاً قسمت تغذیه در فرآیند اکستروژن پلاستیک برای افزایش اصطکاک در امتداد محور شیار می شود. اما برای اینکه فشار از ظرفیت باربری مارپیچ یا سیلندر بیشتر نشود، طول این شیرها باید حداکثر ۳ الی ۴ برابر قطر مارپیچ باشد.
فشرده سازی ذوب در اکسترودر
در ناحیه ذوب در اکسترودر، قطر میله پیچ اصلی به تدریج افزایش می یابد. این قسمت وظیفه اصلی ذوب پلاستیک را بر عهده دارد. این افزایش تدریجی قطر قالب باعث افزایش تنش بر روی مواد شده و ذوب آن ها را آسان می کند. قسمت ذوب یکی از مهمترین نواحی در فرآیند اکستروژن پلاستیک است و طراحی آن بسیار مهم است.
مساحت اندازه گیری در اکسترودر
در ناحیه اندازه گیری در اکسترودر، عمق ثابت نگه داشته می شود. ناحیه ی اندازه گیری مهمترین بخش فرآیند اکستروژن پلاستیک و اکسترودر در نظر گرفته می شود زیرا این دستگاه فشار کافی برای پمپاژ مذاب پلاستیک را فراهم می کند. به طور کلی، طول قسمت تغذیه حدود 50٪ طول مارپیچ، منطقه ذوب 30٪ و منطقه اندازه گیری 20٪ از طول کل مارپیچ است.
فرآیند اکستروژن
قبل از پرداختن به فرآیند اکستروژن پلاستیک، تهیه ماشین آلات و تجهیزات مربوطه (به ویژه دستگاه اکستروژن پلاستیک) بسیار مهم است. اجزای اصلی دستگاه اکسترودر شامل قیف، سیلندر، ماردون، درایو و موتور است. دومین جزء مهم در این دستگاه دسترسی به مواد اولیه ترموپلاستیک یا برگشت پذیری است که مخصوص اکستروژن است. اکثر عملیات اکستروژن پلاستیک به کیفیت پلاستیک بستگی دارد. مواد مورد استفاده در فرآیند اکستروژن عبارتند از:
پلی استایرن، پی وی سی، پلی اتیلن، پلی پروپیلن و ABS. یکی از اجزای مهم در اکستروژن پلاستیک، قالب برش است. قالب ها معمولاً بسته به عملکردشان باید به صورت سفارشی تولید شوند و برای مصارف مختلف انواع متفاوتی خواهند داشت. بسیاری از شرکت ها از فرآیندهای اکستروژن برای دستیابی به نتایج مناسب یا سرعت بخشیدن به فرآیند تولید، استفاده می کنند. فرآیندهای اکستروژن عبارتند از:
- اکستروژن
از آن ها برای ساخت محصولات پلاستیکی مانند کیسه های مواد غذایی برای محافظت از آن ها در برابر آلودگی های محیطی، باکتری ها و قارچ ها استفاده می شود. به این ترتیب در این فرآیند قالب هایی به صورت عمودی و استوانه ای وجود دارد که پلاستیک مذاب رابه شکل سرد شده به سمت بالا می کشد و می توان گفت محصول نهایی را به سرعت تولید می کند.
- Coextrusion
چندین لایه از مواد به طور همزمان اکسترود می شوند. به این ترتیب که در این روش از چند اکسترودر پشت سر هم استفاده می شود و پس از اتمام کار هر اکسترودر، مواد به اکسترودر بعدی منتقل می شود.
- Overjacketin
اکستروژن مواد پلاستیکی برای قرار دادن یک محصول در یک پوشش پلاستیکی محافظ استفاده می شود. این روش معمولا برای تولید جک های خارجی سیم و کابل از مواد بازیافتی استفاده می شود و می توان گفت که این فرآیند بیشترین استفاده از اکستروژن پلاستیک محسوب می شود.
- اکستروژن ضربه
این فرآیندی است که برای ساخت اشیاء توخالی مانند بطریهای پلاستیکی و ظروف استفاده میشود. در این فرآیند با دمیدن هوای گرم به پلاستیک داخل قالب، پلاستیک به شکل مورد نیاز در می آید. در برخی از روش های اکستروژن مواد پلاستیکی، از ورق های پلاستیکی نیز برای اعمال دما و فشار بالا استفاده می شود.
- روش تزریق
روش های تزریق مواد در این فرآیند به این صورت است که پلاستیک مذاب به داخل قالب تزریق می شود و سپس خنک می شود تا به شکل مورد نیاز برسد.
مراحل فرآیند اکستروژن
- مرحله اول فرآیند اکستروژن
در مرحله اول مواد اولیه توسط اپراتور ماشین به مخزن ورودی ریخته می شود. سپس به سمت اکسترودر می رود تا گرم شده و در نهایت ذوب شود. برای این کار به فشار بالایی برای جابجایی مواد در طول لوله نیاز داریم که در واقع پیچ چرخان نیز همین کار را انجام می دهد. پس از ذوب شدن پلاستیک، پیچ چرخان به عنوان پمپ عمل می کند و پلاستیک مذاب را به سمت قالب برش هدایت می کند.
- مرحله دوم فرآیند اکستروژن
مرحله بعدی پس از ذوب کردن، خنک کردن پلاستیک ها است. در واقع هوایی که به داخل حباب دمیده می شود هم خنک سازی پلاستیک پنج لایه را انجام می دهد و هم از برخورد پلاستیک ها با فاصله ای که ایجاد می کند جلوگیری می کند.
- مرحله سوم فرآیند اکستروژن
هنگامی که پلاستیک پنج لایه تولید شده به بالای دستگاه رسید، آماده نصب بر روی تسمه نقاله است. خروجی تمامی این مراحل به شکل رول پلاستیک است که در قسمت های از پیش تعیین شده از خط تولید به انبار می رود.
سیلندر اکسترودر
این دستگاه همانند اکستروژن دمیده شده است، اما با تفاوت های مخصوص خود زیرا قالب هایی برای اکستروژن لوله وجود دارد. به طور معمول از این نوع قالب ها می توان برای ساخت محصولاتی مانند لوله های پی وی سی استفاده کرد. یکی از ویژگی های کلی که در انواع قالب ها به چشم می خورد منحصر به فرد بودن آن ها برای ساخت مواد مختلف است. یعنی از هر کدام برای ساخت محصول خاصی استفاده می شود.
اکستروژن روی جک
وقتی از نزدیک به سیم و کابل نگاه می کنیم متوجه می شویم که یک لایه پلاستیکی بیرونی آن ها را به عنوان عایق محافظت می کند، در روش اکستروژن بیشتر جک ها از قالب هایی استفاده می شود که به عنوان عایق در برابر فشار عمل می کنند. بسته به آنچه که برای سیم مورد نیاز است، قالب ها به پلاستیک ها اجازه می دهند تا درست قبل از پایان فرآیند، سیم را بپوشانند و برای مرحله نهایی، یعنی محصول نهایی آماده شوند.
تفاوت بین اکسترودر و اکستروژن چیست؟
افرادی که به فکر خرید دستگاه اکستروژن هستند، اغلب در مورد تفاوت بین اکسترودر و اکستروژن سوال می کنند. هر دوی این اصطلاحات در صنعت پلاستیک استفاده می شود. کلمه “اکسترود” به معنای ” دستگاه فشار دهنده” (دستگاه اکستروژن) است و این دقیقاً همان چیزی است که در طول فرآیند اکستروژن پلاستیک اتفاق می افتد. از این فرآیند برای تولید انواع محصولات پلاستیکی استفاده می شود. در این بررسی، تفاوت بین اکستروژن و اکسترودر را به طور کامل مورد بحث قرار خواهیم داد تا دید واضحی از روند اکستروژن و اکسترودر داشته باشید.
اکسترودر چیست؟
اکسترودر وسیله ای است که در فرآیند اکستروژن استفاده می شود. همان فرآیند تولید مواد پلاستیکی که در بالا ذکر شد توسط دستگاه اکسترودر انجام می شود. اکسترودرها به دو دسته تک مارپیچ اکسترودر و اکسترودر دو مارپیچ تقسیم می شوند.
اکستروژن چیست؟
اکستروژن پلاستیک یک فرآیند تولید با حجم بالا است که در آن یک ماده پلیمری، غنی شده با افزودنی های مورد نظر، ذوب شده و در یک فرآیند پیوسته تشکیل می شود. ماده اولیه (پلیمر) گرانولی است که با نیروی جاذبه وارد قیف شده و پس از طی کردن فرآیند هایی به پیچ چرخان می رود. چرخش پیچ توسط یک موتور الکتریکی انجام می شود. طراحی ماردون متفاوت است و به جنس و طرح محصول نهایی بستگی دارد.
اکستروژن واکنشی
اکستروژن واکنشی فرآیند خاصی است که در آن مونومرها در طول فرآیند اکستروژن به یکدیگر متصل می شوند. اکسترودر دو پیچ به دلیل عملکرد خوبی که دارد برای اکستروژن بسیار مناسب است. مواد خام مذاب با توجه به نسبت تعیین شده به اکسترودر دو پیچ اضافه می شود. واکنش تشکیل پلیمر با مخلوط سازی و مش بندی صورت می گیرد و گرمای اضافی واکنش از طریق بشکه پخش می شود. در خروجی معمولاً از یک پمپ دنده ای برای فرستادن محصول برای گرانول سازی استفاده می شود.
اکستروژن مستقیم
از آنجایی که الزامات خاصی برای پلاستیک های گرانول اکسترود شده وجود ندارد، حدود 95 درصد محصولات گرانول شده از اکسترودرهای دو صفحه ای را برای اختلاط نهایی تبخیر و اکستروژن راکتیو استفاده می کنند. با استفاده از دستگاه های مخصوص و تجهیزات پایین دستی مناسب می توان محصول نهایی از قبیل انواع پلاستیک ها، پلیت، تیوب و … را با کارایی بیشتری تولید کرد. اکستروژن مستقیم می تواند مراحل گرانول سازی، ذوب و سرد شدن را از بین ببرد زیرا مواد در معرض تنش حرارتی و برشی کمتری قرار می گیرند، کل فرآیند می تواند در مصرف انرژی صرفه جویی کند و فرمول را می توان به راحتی برای کامپوزیت های الیاف چوب تنظیم کرد. همچنین در این فرآیند از محصولات فوم، نایلون و پلاستیک های زیست تخریب پذیر استفاده می شود.
مزایا و معایب فرآیند اکستروژن
- سازگار با محیط زیست به دلیل عدم وجود حلال های آلی در فرآیند پوشش.
- قابلیت ایجاد پوشش های نازک.
- عدم نیاز به انرژی اضافی برای ایجاد واکنش های مکمل .
- سرعت تولید بالا.
- دارای انواع مواد اولیه ترموپلاستیک.
- کوچک بودن فضای مورد نیاز کارگاه و محدودیت های حرارتی برای پوشش برخی ورق ها.
- امکان تغییر خواص پوشش در اثر فرآیند اکسیداسیون وجود دارد.
- دارای مقاومت حرارتی و شیمیایی پوشش ها به جز در مواردی که اتصالات عرضی دارند.
- نیاز به تمیز کردن ماشین آلات برای هر ورق و نوع جدید پوشش.
اکستروژن پلاستیک بهترین روش برای تولید محصولات پلاستیکی ارزان قیمت با سرعت بالاتر است که مقرون به صرفه است. بنابراین کارایی بیشتری را برای تولیدکننده به همراه دارد. از روش اکستروژن پلاستیک برای ساخت محصولاتی مانند لوله کشی، ورق های پلاستیکی، نوارهای عایق سیم، نوارهای چسب و … استفاده می شود.

جمع بندی
تا اینجا در مقاله با فرآیند اکستروژن پلاستیک آشنا شدیم و متوجه شدیم که دستگاه اکسترودر و فرآیند اکستروژن به همراه مواد اولیه موجود در پلاستیک، تکنولوژی بسیار پیشرفته ای است و در تولید پلاستیک های چند لایه استفاده می شود. همچنین گام به گام با فرآیند اکستروژن انواع پلاستیک ها آشنا شدیم بنابراین این فرآیند برای حفظ منابع و محیط زیست بسیار موثر بوده و می توان برای حفظ ارز کشور و داشتن محیط پاک تری پلاستیک هایمان را در سطل های بازیافت بریزیم تا در اثر فرآیند اکستروژن و دیگر فرآیند ها بتوان از آن ها مجددا استفاده کرد.


